生物燃料
生物燃料生产用搅拌机和专有技术开发
几十年来,人们一直在研究用于工业过程的替代能源和原材料,因为化石能源已经用尽。 在过去的二十年里,EKATO 为生物乙醇厂和生物柴油厂提供了大量高效和强大的搅拌器,产量高达 450,000 吨/年。
然而,服务范围不限于搅拌器的供应。 此外,EKATO 在您的整个开发过程中为您提供支持,从实验室测试、放大到成品。 EKATO 的实验室提供 1,000 多平方米的空间,用于对客户的原始产品进行测试和分析。 CFD 研究、船舶及其安装的基本和详细工程完善了我们的范围。 EKATO 为您提供支持,从您的第一个想法开始,一直是您的合作伙伴,直到生产工厂准备好运行。
第一代生物乙醇
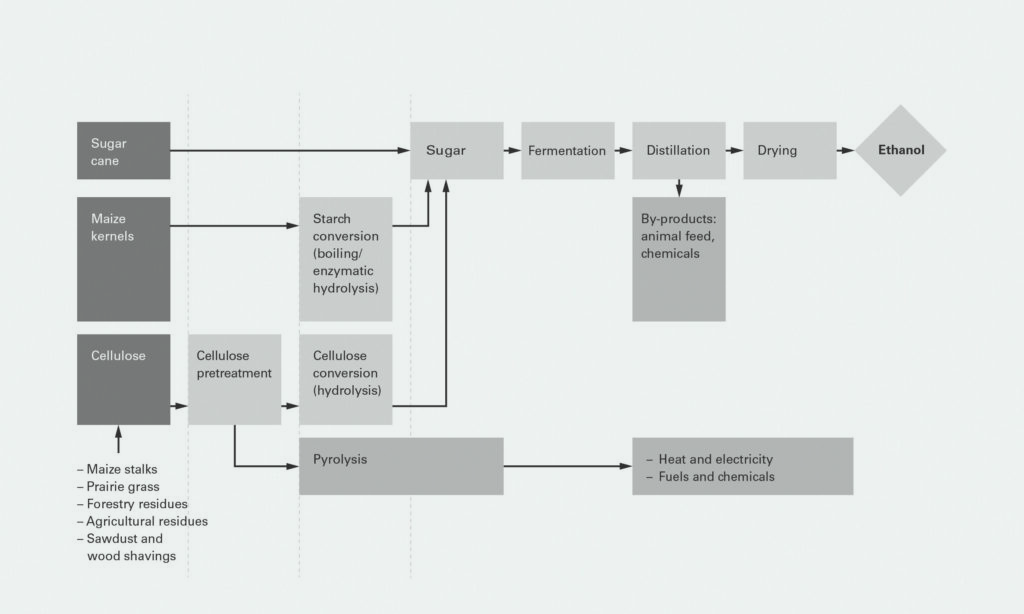
第一个商业上成功的第一代生物乙醇工厂是在千禧年之后建造的。在此类植物中,淀粉(例如玉米或谷物淀粉)或蔗糖在许多加工步骤中被转化为生物乙醇。为防止大容量容器(发酵罐和啤酒井)中出现固体沉积物,EKATO 提供具有成本效益且高效的 ES 型搅拌器,这些搅拌器横向安装在容器壁中。
因此,可以显着降低生物乙醇工厂的投资成本。这种搅拌器系统不需要顶部入口搅拌器所需的大量挡板,同时,作用在容器上的力显着降低。这使得容器的更纤薄的设计成为可能。
因此,顶部入口搅拌器仅适用于还需要容器顶部具有出色均质性能的混合任务。当然,EKATO 也为这些要求提供了最佳解决方案。
第二代生物乙醇
由于食品和原材料生产之间的种植面积竞争,趋势是向基于纤维素的第二代生物乙醇发展。在这种情况下,来自谷物秸秆、草、木材或特殊栽培植物的纤维素被加工用于生产生物乙醇。
为了高效,植物需要高固体负载。在“酶水解”工艺步骤开始时,可以提供高达 250,000 mPa s 的粘度。酶促作用和混合效应导致在几小时内降低至低于 2,000 mPa s。这给选定的混合系统带来了复杂的挑战。
根据水解过程是连续运行还是半间歇运行,以及根据客户的目标(短混合时间或活塞流),可以在这个高粘性过程阶段使用不同的混合技术。
可以在EKATO自己的实验室进行不同搅拌系统和原始产品的实验,以确定最佳搅拌系统。在应用所需的放大规则下,可以进行操作规模的设计。
生物柴油
生物柴油主要由菜籽油、葵花籽油、豆油或棕榈油制成,也有来自动物脂肪或油炸废料。为了从提取的植物油中生产生物柴油,需要通过所谓的“酯交换”对油进行化学转化,因为植物油不适合用作标准柴油发动机的燃料。生物柴油来自酯交换反应,其中将甲醇和碱性催化剂添加到油中。植物油-甲醇-混合物在带有热交换器的容器中在 50°C 至 65°C 的温度下搅拌数小时。
在沉降槽中冷却后,混合物以两相存在。顶层由原始生物柴油(低密度)组成,较重的底层包含甘油和副产品。
分离两相(原始生物柴油/甘油)后,原始生物柴油通过不同的水和酸清洗阶段,其中搅拌器也在运行。重复分离(水/生物柴油)后,冲洗生物柴油并去除过量的甲醇。结果是高质量的生物柴油。
需要避免搅拌器的过强分散效果。否则会产生相对稳定的乳液,这会使酯化和清洁过程后的相分离更加困难。
在过去的二十年里,EKATO为这个行业在全球范围内提供了大量的搅拌器。主要使用通过 ATEX 认证的 EKATO ES、EKATO EM 和 FGL 系列搅拌器。